シリンダーボーリングと、精密ホーニング(後編)
こんばんは、ディンクスの中村です。
大変、 ご無沙汰をしておりました・・・
シリンダーボーリング&ホーニングの (後編)です。

シリンダーボーリングと聞けば、ピストンとのクリアランスを決める非常に精密な
工程と連想するかも知れませんが、ここで求める精度は5/100mmレベル・・・
5/100mmでもかなり精密と言えますが、この後のホーニングでは その水準より
更なる精密さを求めます。

ホーニングに入るには、使用するピストンの測定をしておかなければなりません。
ピストンは大半のものがトップからスカートにかけて円錐になっているもの・・・
また 真円、楕円と、そのピストンによって設計が異なります。
注目すべきは【ピストンの精度】で、こうして日々ホーニングを行う為にそれこそ
沢山のピストンを測定をしていると、どのメーカーのピストンに精度のバラツキが
多いのか、あるいは揃っているのかが結構わかってしまうんですね。
自分はイメージと実態とが違う意外な結果に、正直 驚きました・・・ (^_^;)

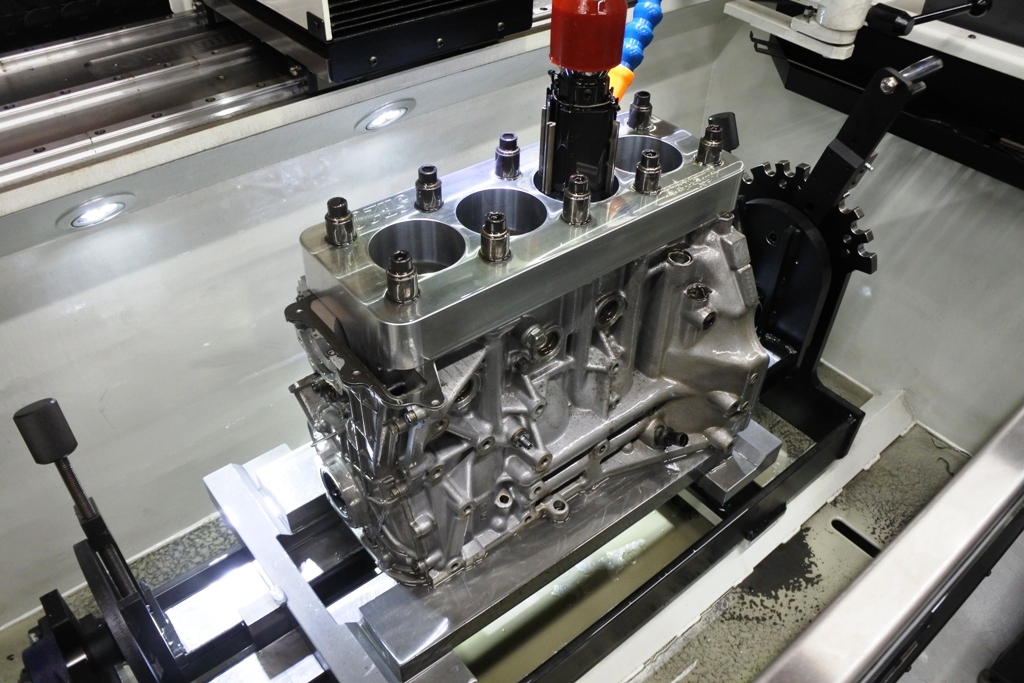
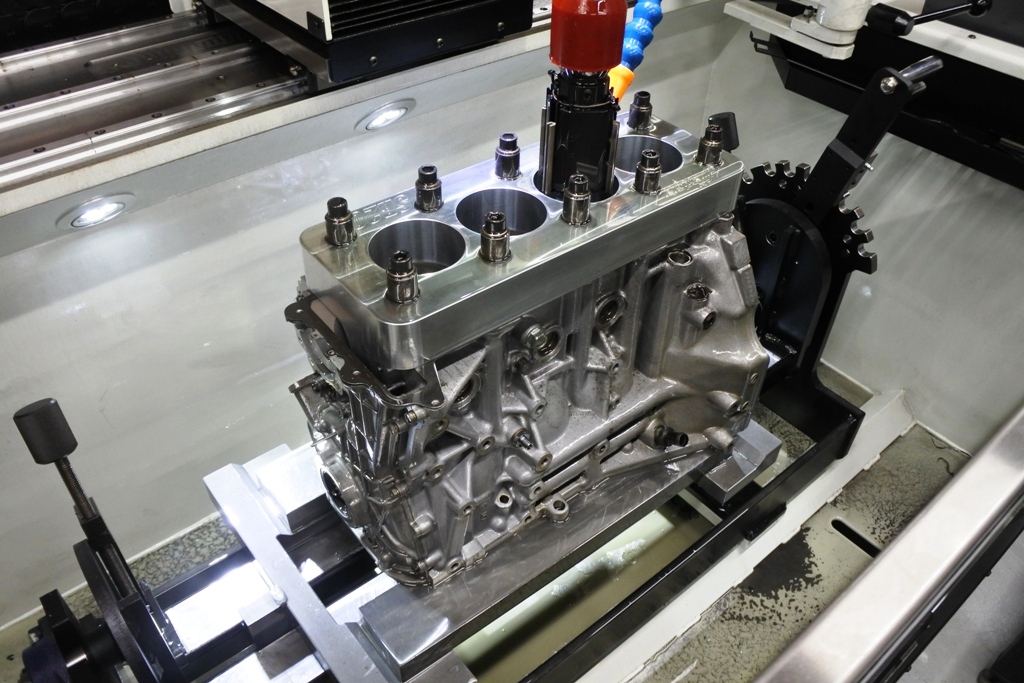
シリンダーボーリングでの荒仕上げの後はホーニング工程で精密なクリアランスに
スリーブ内寸を仕上げるのですが、ディンクスにあるホーニングマシンH85Aは
最新鋭の電子制御機で、その精度追求性能は従来型とはまるで違う高性能なマシン。
シリンダーブロックをセットしたら、先ずはプログラム入力をして・・・

ホーニング開始。
CNCの性能を活かして、最大で1000分台の精密ホーニングを実現できるもの。
まだ日本に数機しか存在していないと聞かされている、ロッテラー社製のH85A。
大変貴重な高性能レア機で、完了まで自動制御で稼働します。

これが研磨を行う、ホーンヘッドと呼ばれる部品です。
ボーリングバーとも似ていますが、取り付けられるのは刃物ではなく 砥石・・・
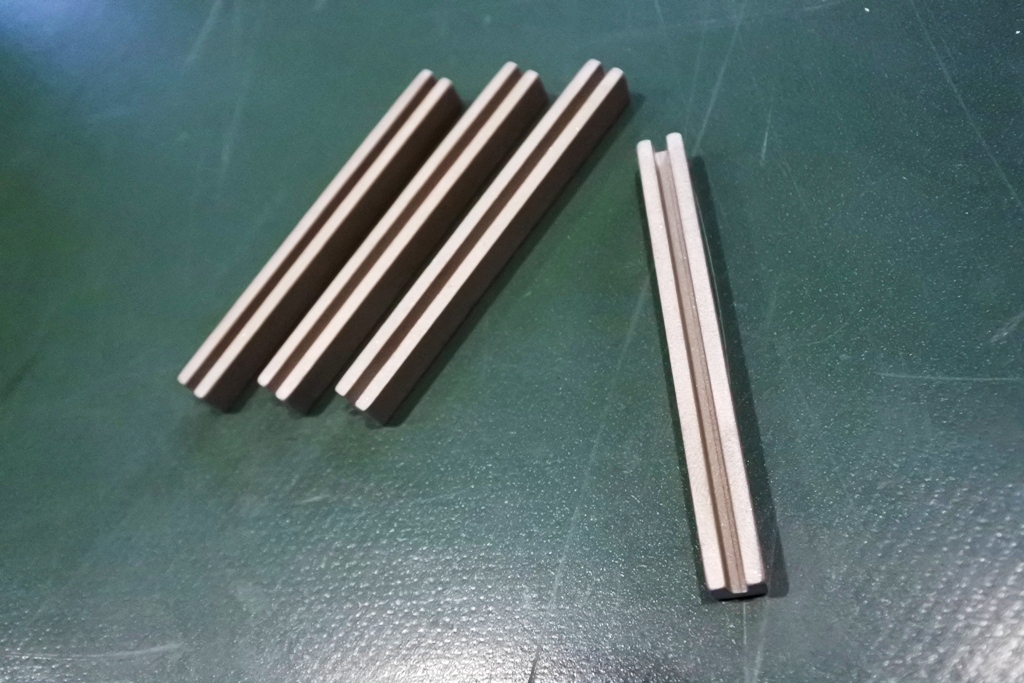
これがその専用の砥石で、先ほどのホーンヘッドに複数取り付けされています。

YZ500WRでのボーリングで荒仕上げをし・・・

H85Aで精密な精度でのホーニング・・・ これを日々 繰り返している。
オイルを燃焼室に極力上げない為の精密さは当たり前で、排気ガス濃度の低減にも
直結するほど・・・
厳密に言えば、ピストンやピストンリングのライフにまで影響する重要な工程です。

ところ狭しと並ぶのは アメリカMAパフォーマンス社 ジュラルミン製ダミーヘッド。
実はこのダミーヘッドの効果は賛否両論なんですが・・・
ケースバイケースで、クライアントの要求に応える形で使用するかを判断しています。

こちらはカワサキZのシリンダーをダミーヘッドを取り付けてでのホーニングです。
これは、上下両面ダミーで固定していますね。
ターカロイ材スリーブの摩耗は極小ですが、それでも張力の強いピストンリングを
採用してるピストンではトップリングの多くが鋼材製で、スリーブ側への攻撃性が
FC材よりも強く、スリーブ側の摩耗が予想以上に進行する事もあります。
摩耗して徐々に広くなって行く事を考慮するならば、ホーニング直後のシリンダー
クリアランスが より精密な状態で仕上がっていて欲しいと思うのは当然の事。
また、この精密仕上げはピストンの首振り対策にもなるので、ホーニング完了後の
内寸精度は後々のピストン消耗対策にまで影響する重要な要素なんです。
ダミーヘッド使用で、シルビアS13~15に搭載されてるエンジン型式SR20の
シリンダーホーニングを施工してます。
ホーニングは非常に緻密な数値を求める工程ですが、一般的にはボーリングが主体と
認識されている傾向で「シリンダークリアランスはボーリングありき」と思われてる
節がありますが、実は決定的な工程こそは このホーニングなんです。
ディンクスではより精密に、より緻密なシリンダークリアランスをご提供するために
室内温度管理を徹底して、最新鋭CNCマシンH85Aを駆使しています。
もちろん 機械仕掛け頼りではなく、そこを厳しく管理する技術者が常についており
最後は人間の目と感覚、そして経験値が重要である事に意義はありません。
ただ・・・
高性能な機器を優秀な技術者が扱えば、自ずと期待に応えられる結果をもたらします。
これが真実でしょう。
Related posts
-
![]()
ピストン切削加工の一つ、バルブリセスカット
こんばんは、ディンクスの中村です。 少し前に公式ホームページが公開され「さぁ! いよいよこれから…
-
![]()
始めまして!ディンクスです!
こんばんは (株)ディンクスの中村です。 千葉県柏市の国道16号線沿いにある、サン…

